

Fra tutte le tecniche da campo utilizzate per il monitoraggio degli impianti di biogas, nessuna ha creato più “leggende agricole” del test Fos/Tac.
È curioso constatare che in altri paesi, come Usa, Svezia, Inghilterra e Francia, l’utilizzo del metodo Fos/Tac per il monitoraggio degli impianti di biogas non venga tanto considerato come in Italia, dove esiste la convinzione generalizzata che questa analisi sia indispensabile per la corretta gestione del processo biologico, con il semplice argomento che “è lo standard in Germania”. Secondo l’esperienza personale dell’Autore, c’è più esagerazione che verità nelle affermazioni di sedicenti esperti, quali venditori di impianti, gestori autodidatti e perfino in qualche articolo della stampa specializzata e delle associazioni di categoria. Analizziamo uno ad uno i miti che circolano nell’ambiente del biogas italiano.
Che cos’è il Fos/Tac
La sigla Fos sta per Flüchtige Organische Säure (acidi organici volatili, noti in italiano anche come acidi grassi volatili, Agv o Vfa nella nomenclatura inglese, i quali vengono espressi in milligrammi equivalenti di acido acetico per litro). La sigla Tac sta per Totales Anorganisches Carbonat (carbonato inorganico totale, più comunemente noto in italiano come alcalinità totale, espressa in milligrammi equivalenti di carbonato di calcio per litro).
Secondo i sostenitori di questo metodo, se il rapporto Fos/Tac rientra nella fascia di valori compresi fra 0,23 e 0,3, il processo di digestione anaerobica è stabile. Con un rapporto inferiore a 0,23 l’impianto comincia ad “avere fame” e richiede l’aumento della razione da digerire, mentre un valore superiore a 0,3 starebbe a segnalare un principio di “indigestione”. Il pregio di questa tecnica risiede nel fatto che sia il parametro FOS che il parametro Tac sono facilmente misurabili con una tecnica chiamata titolazione. Quest’ultima può essere eseguita facilmente in pochi minuti, e da personale non esperto, utilizzando uno strumento detto titolatore automatico. Probabilmente questa facilità operativa ha reso popolare il metodo Fos/Tac, ma nel contempo ha aperto la porta al rischio di mandare in blocco biologico l’impianto, perché si limita al monitoraggio di un solo parametro.
Alcuni dei miti sul Fos/Tac
Si dice che il Fos/Tac sia un’invenzione tedesca come anche la tecnica più moderna per la gestione degli impianti di biogas, ma in realtà il metodo è stato concepito nel 1986 dall’americano Ripley, e chiamato nella bibliografia scientifica dell’epoca con il nome “partial to total alkalinity ratio”.
La variante del metodo messa a punto in Germania da un noto fabbricante di strumenti, e preconizzata dai costruttori di impianti tedeschi, differisce dal metodo originale solo nei valori finali di pH utilizzati come limiti della titolazione. Secondo l’esperienza dell’Autore (supportata anche da una larga lista di ricerche scientifiche, alcune realizzate pure in Germania) eseguire un unico test e basarsi su un semplice rapporto numerico, non è affatto attendibile per determinare lo stato di un processo estremamente complesso come la digestione anaerobica. È utile ricordare che in ingegneria dei processi s’intende per “stato” l’insieme di proprietà, o parametri, che caratterizzano un sistema in un dato momento.
Nel caso della digestione anaerobica monostadio (cioè, in un unico digestore) è necessario monitorare almeno una ventina di parametri per poter caratterizzare uno stato e, dunque, conoscere il margine di stabilità e l’efficienza del processo. In impianti a più stadi (due o più vasche) ad ogni reattore corrisponderà necessariamente uno stato diverso dall’altro, per cui la quantità di variabili, utili a definire e controllare il sistema, aumenta proporzionalmente. Per spiegare meglio il concetto espresso, facciamo un’analogia con il settore medico: pretendere di controllare un processo di digestione anaerobica avvalendosi del solo indicatore espresso dal rapporto Fos/Tac, è come voler diagnosticare lo stato di salute di una persona avvalendosi solamente del rapporto fra il colesterolo Hdl ed Ldl. Sappiamo benissimo che un’analisi di routine, che consenta al medico di monitorare lo stato generale di salute di un paziente, richiede una lunga lista di parametri indicatori, ai quali vanno sommati aspetti macroscopici come il battito cardiaco, la pressione, la temperatura, infezioni in atto, ecc..
Un'altra concezione falsa è la credenza che solo il quoziente fra il tenore degli acidi grassi volatili e l’alcalinità sia il parametro utile per la gestione dell’impianto. In realtà devono essere considerati separatamente sia il tenore degli acidi grassi volatili (il valore Fos) che l’alcalinità (il valore Tac) e non solo il loro quoziente. Inoltre, questa infondata credenza è amplificata da qualche fornitore di prodotti e servizi di assistenza biologica, poiché insegna ai gestori degli impianti una tecnica spicciola di campionamento. Come constatato in campo dall’Autore, tale metodo comporta un errore sistematico sia del parametro Fos che del parametro Tac (e determina un elevato consumo di reattivi ad ogni prova.
Detto ciò, l’Autore lascia al Lettore la decisione di stabilire se i fornitori delle apparecchiature e dei reattivi siano superficiali o abili mercanti di fumo. In altre parole, con la suddetta tecnica di campionamento, il quoziente Fos/Tac risulta dunque corretto, ma i singoli parametri risultano completamente falsati e dunque inattendibili.
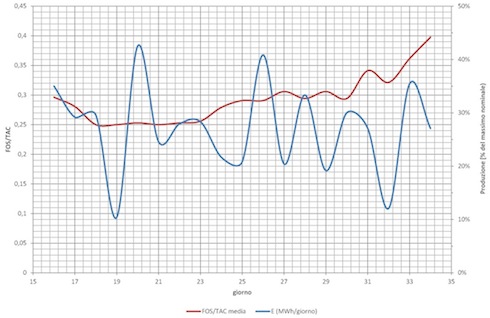
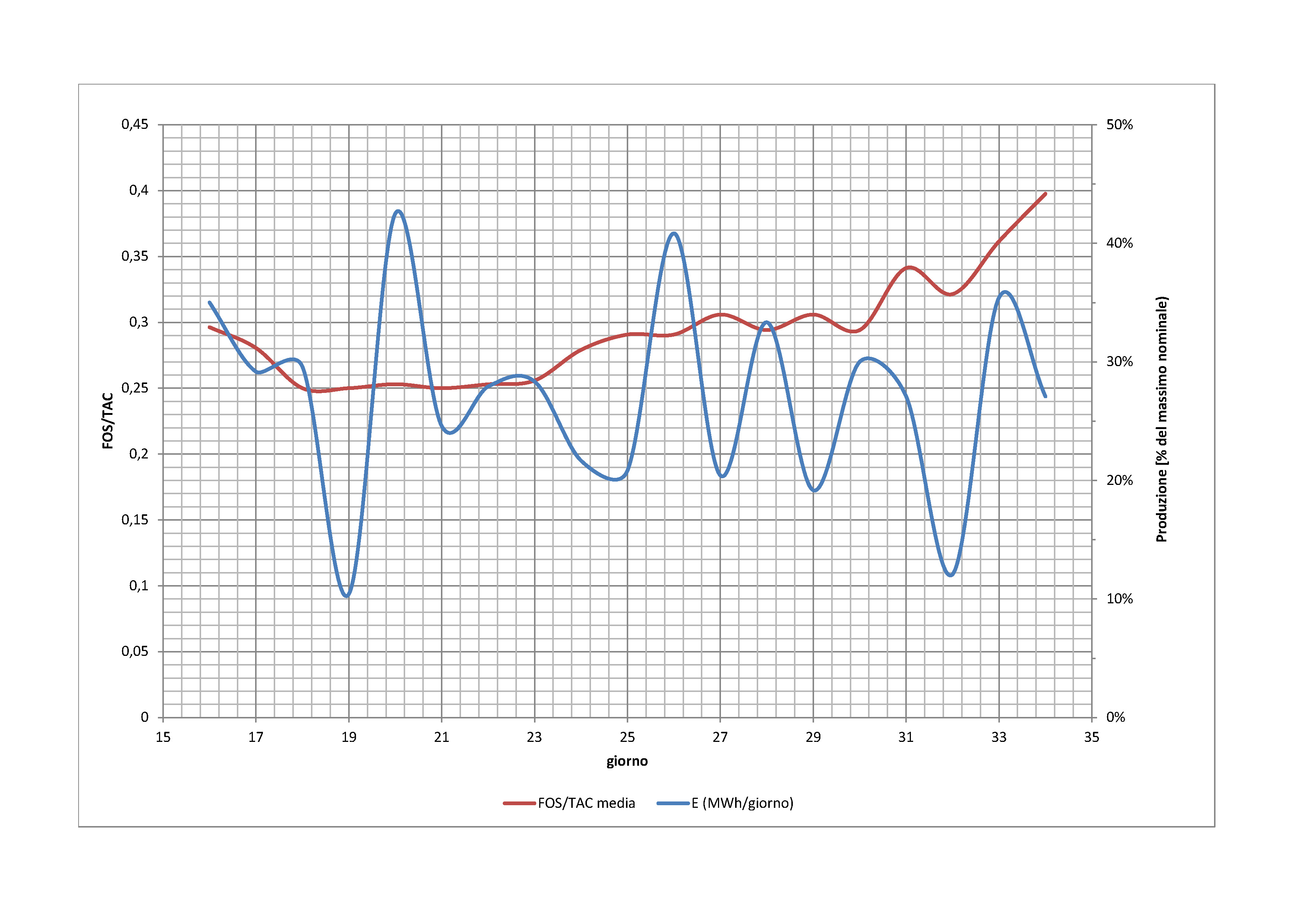
In altri casi, pur realizzando correttamente la prova, può capitare (più spesso di quanto non si pensi, specialmente negli impianti alimentati con solo insilati) che il mantenimento di un rapporto Fos/Tac, nell’intervallo di valori accettabili, non consenta comunque un funzionamento stabile dell’impianto. La grafica della figura 1, tratta da un caso reale di un impianto, del quale manterremo l’anonimato per rispettare la privacy, si commenta da sé.
(clicca sull'immagine per ingrandirla)
La figura 1 rappresenta una situazione, per fortuna non diffusissima ma neanche rara, che richiede qualche ragionamento ulteriore su un’altra delle limitazioni del metodo Fos/Tac: la sua assoluta mancanza di selettività. Ricordiamo che, per definizione, il parametro Fos è espresso in milligrammi equivalenti di acido acetico per litro. In un processo di digestione anaerobica “sano”, la maggior parte degli acidi grassi volatili è costituita da acido acetico con piccole proporzioni di acido butirrico e di acido propionico, quindi il solo parametro Fos costituisce un indicatore abbastanza buono dello stato del processo biologico. L’acido acetico è il precursore immediato del metano e del diossido di carbonio, due gas che rappresentano l’ultimo stadio di degradazione della materia organica, quindi una certa concentrazione di acido acetico è necessaria affinché il processo vada avanti in piena efficienza: qando si esaurisce l’acido acetico i batteri non possono più produrre il biogas e se, per contro, la concentrazione di acido acetico è troppo elevata, i batteri “fanno l’indigestione”. Gli acidi propionico e butirrico sono sempre presenti in piccole quantità e vengono pure convertiti in acido acetico da alcuni gruppi di batteri, ma se questi mancano o sono inibiti per qualche motivo, l’accumulo di acidi diversi dall’acetico, oltre una certa soglia, costituisce un potente inibitore del processo di metanogenesi. Segnaliamo che l’acido propionico viene utilizzato come conservante del pane ed altri cibi confezionati industrialmente e indicato nell’etichetta come “conservante E280”, ciò dimostra il potere antibiotico di questa sostanza.
In sintesi, il test Fos/Tac è in grado di rilevare il totale di acidi grassi volatili “come se” fossero acido acetico, ma non distingue fra i diversi acidi. Pertanto è un buon indicatore della salute del sistema di batteri… ma solo se quest’ultimo è sano!
Nella figura 1 è possibile osservare che, fra il giorno 18 ed il giorno 23, il rapporto Fos/Tac è stato mantenuto pari a 0,25 (cioè molto vicino al valore ideale secondo la letteratura scientifica). Nonostante ciò, la produzione di energia è assolutamente instabile, passando dal picco massimo al picco minimo dell’intero periodo preso in considerazione. Tale comportamento anomalo si spiega perché in quel momento, il totale degli acidi grassi volatili era costituito prevalentemente da acidi butirrico e propionico, e la fase metanogenica del processo di digestione era ormai compromessa.
Secondo il criterio del rapporto Fos/Tac, con un valore pari a 0,25 l’impianto avrebbe dovuto ricevere la sua razione giornaliera nominale (circa 50 t/giorno di insilati) ma nel caso oggetto di studio, alimentando l’impianto con una razione ridotta (circa 12 t/giorno) si osserva come il valore Fos/Tac dei giorni successivi aumenta mentre la produzione di energia continua ad essere altalenante. In questo caso, il test Fos/Tac è servito solo a confermare quello che si sapeva già: l’impianto era biologicamente collassato.
Conclusioni
Gestire un impianto di biogas significa diventare “allevatore di batteri”. Allo stesso modo che un allevamento di bestiame richiede il controllo veterinario periodico ed il monitoraggio della qualità del mangime, anche un digestore anaerobico richiede un’alimentazione “sana ed equilibrata”. La pratica della digestione monosubstrato, a base di insilati, risultato di un corpo normativo ed incentivi copiati dalla Germania senza valutare le caratteristiche del mercato italiano (né i problemi causati dalla digestione monosubstrato nella stessa Germania!), comporta il frequente collasso dei processi biologici.
È solo con l’installazione di un suo laboratorio personale che il gestore dell’impianto di biogas potrà garantire la piena efficienza del processo di digestione anaerobica, prevenire per tempo i collassi biologici e quindi assicurare la redditività dell’investimento. Il laboratorio da campo, però, non può essere costituito da un solo strumento. Il titolatore automatico va dunque utilizzato insieme ad altre attrezzature, come minimo una termobilancia, un forno muffola e un kit composto da tre o sei reattori da laboratorio, continui o batch, dotati di un adeguato sistema di controllo della temperatura e di misura della portata di metano.
È curioso constatare che in altri paesi, come Usa, Svezia, Inghilterra e Francia, l’utilizzo del metodo Fos/Tac per il monitoraggio degli impianti di biogas non venga tanto considerato come in Italia, dove esiste la convinzione generalizzata che questa analisi sia indispensabile per la corretta gestione del processo biologico, con il semplice argomento che “è lo standard in Germania”. Secondo l’esperienza personale dell’Autore, c’è più esagerazione che verità nelle affermazioni di sedicenti esperti, quali venditori di impianti, gestori autodidatti e perfino in qualche articolo della stampa specializzata e delle associazioni di categoria. Analizziamo uno ad uno i miti che circolano nell’ambiente del biogas italiano.
Che cos’è il Fos/Tac
La sigla Fos sta per Flüchtige Organische Säure (acidi organici volatili, noti in italiano anche come acidi grassi volatili, Agv o Vfa nella nomenclatura inglese, i quali vengono espressi in milligrammi equivalenti di acido acetico per litro). La sigla Tac sta per Totales Anorganisches Carbonat (carbonato inorganico totale, più comunemente noto in italiano come alcalinità totale, espressa in milligrammi equivalenti di carbonato di calcio per litro).
Secondo i sostenitori di questo metodo, se il rapporto Fos/Tac rientra nella fascia di valori compresi fra 0,23 e 0,3, il processo di digestione anaerobica è stabile. Con un rapporto inferiore a 0,23 l’impianto comincia ad “avere fame” e richiede l’aumento della razione da digerire, mentre un valore superiore a 0,3 starebbe a segnalare un principio di “indigestione”. Il pregio di questa tecnica risiede nel fatto che sia il parametro FOS che il parametro Tac sono facilmente misurabili con una tecnica chiamata titolazione. Quest’ultima può essere eseguita facilmente in pochi minuti, e da personale non esperto, utilizzando uno strumento detto titolatore automatico. Probabilmente questa facilità operativa ha reso popolare il metodo Fos/Tac, ma nel contempo ha aperto la porta al rischio di mandare in blocco biologico l’impianto, perché si limita al monitoraggio di un solo parametro.
Alcuni dei miti sul Fos/Tac
Si dice che il Fos/Tac sia un’invenzione tedesca come anche la tecnica più moderna per la gestione degli impianti di biogas, ma in realtà il metodo è stato concepito nel 1986 dall’americano Ripley, e chiamato nella bibliografia scientifica dell’epoca con il nome “partial to total alkalinity ratio”.
La variante del metodo messa a punto in Germania da un noto fabbricante di strumenti, e preconizzata dai costruttori di impianti tedeschi, differisce dal metodo originale solo nei valori finali di pH utilizzati come limiti della titolazione. Secondo l’esperienza dell’Autore (supportata anche da una larga lista di ricerche scientifiche, alcune realizzate pure in Germania) eseguire un unico test e basarsi su un semplice rapporto numerico, non è affatto attendibile per determinare lo stato di un processo estremamente complesso come la digestione anaerobica. È utile ricordare che in ingegneria dei processi s’intende per “stato” l’insieme di proprietà, o parametri, che caratterizzano un sistema in un dato momento.
Nel caso della digestione anaerobica monostadio (cioè, in un unico digestore) è necessario monitorare almeno una ventina di parametri per poter caratterizzare uno stato e, dunque, conoscere il margine di stabilità e l’efficienza del processo. In impianti a più stadi (due o più vasche) ad ogni reattore corrisponderà necessariamente uno stato diverso dall’altro, per cui la quantità di variabili, utili a definire e controllare il sistema, aumenta proporzionalmente. Per spiegare meglio il concetto espresso, facciamo un’analogia con il settore medico: pretendere di controllare un processo di digestione anaerobica avvalendosi del solo indicatore espresso dal rapporto Fos/Tac, è come voler diagnosticare lo stato di salute di una persona avvalendosi solamente del rapporto fra il colesterolo Hdl ed Ldl. Sappiamo benissimo che un’analisi di routine, che consenta al medico di monitorare lo stato generale di salute di un paziente, richiede una lunga lista di parametri indicatori, ai quali vanno sommati aspetti macroscopici come il battito cardiaco, la pressione, la temperatura, infezioni in atto, ecc..
Un'altra concezione falsa è la credenza che solo il quoziente fra il tenore degli acidi grassi volatili e l’alcalinità sia il parametro utile per la gestione dell’impianto. In realtà devono essere considerati separatamente sia il tenore degli acidi grassi volatili (il valore Fos) che l’alcalinità (il valore Tac) e non solo il loro quoziente. Inoltre, questa infondata credenza è amplificata da qualche fornitore di prodotti e servizi di assistenza biologica, poiché insegna ai gestori degli impianti una tecnica spicciola di campionamento. Come constatato in campo dall’Autore, tale metodo comporta un errore sistematico sia del parametro Fos che del parametro Tac (e determina un elevato consumo di reattivi ad ogni prova.
Detto ciò, l’Autore lascia al Lettore la decisione di stabilire se i fornitori delle apparecchiature e dei reattivi siano superficiali o abili mercanti di fumo. In altre parole, con la suddetta tecnica di campionamento, il quoziente Fos/Tac risulta dunque corretto, ma i singoli parametri risultano completamente falsati e dunque inattendibili.
In altri casi, pur realizzando correttamente la prova, può capitare (più spesso di quanto non si pensi, specialmente negli impianti alimentati con solo insilati) che il mantenimento di un rapporto Fos/Tac, nell’intervallo di valori accettabili, non consenta comunque un funzionamento stabile dell’impianto. La grafica della figura 1, tratta da un caso reale di un impianto, del quale manterremo l’anonimato per rispettare la privacy, si commenta da sé.
(clicca sull'immagine per ingrandirla)
Figura 1. Nonostante il carico organico sia stato controllato in modo da mantenere il rapporto Fos/Tac in un intervallo di valori accettabili (eseguendo il test due volte al giorno!) la produzione dell’impianto non solo è esigua, rispetto alla sua capacità nominale, ma risulta pure altalenante
La figura 1 rappresenta una situazione, per fortuna non diffusissima ma neanche rara, che richiede qualche ragionamento ulteriore su un’altra delle limitazioni del metodo Fos/Tac: la sua assoluta mancanza di selettività. Ricordiamo che, per definizione, il parametro Fos è espresso in milligrammi equivalenti di acido acetico per litro. In un processo di digestione anaerobica “sano”, la maggior parte degli acidi grassi volatili è costituita da acido acetico con piccole proporzioni di acido butirrico e di acido propionico, quindi il solo parametro Fos costituisce un indicatore abbastanza buono dello stato del processo biologico. L’acido acetico è il precursore immediato del metano e del diossido di carbonio, due gas che rappresentano l’ultimo stadio di degradazione della materia organica, quindi una certa concentrazione di acido acetico è necessaria affinché il processo vada avanti in piena efficienza: qando si esaurisce l’acido acetico i batteri non possono più produrre il biogas e se, per contro, la concentrazione di acido acetico è troppo elevata, i batteri “fanno l’indigestione”. Gli acidi propionico e butirrico sono sempre presenti in piccole quantità e vengono pure convertiti in acido acetico da alcuni gruppi di batteri, ma se questi mancano o sono inibiti per qualche motivo, l’accumulo di acidi diversi dall’acetico, oltre una certa soglia, costituisce un potente inibitore del processo di metanogenesi. Segnaliamo che l’acido propionico viene utilizzato come conservante del pane ed altri cibi confezionati industrialmente e indicato nell’etichetta come “conservante E280”, ciò dimostra il potere antibiotico di questa sostanza.
In sintesi, il test Fos/Tac è in grado di rilevare il totale di acidi grassi volatili “come se” fossero acido acetico, ma non distingue fra i diversi acidi. Pertanto è un buon indicatore della salute del sistema di batteri… ma solo se quest’ultimo è sano!
Nella figura 1 è possibile osservare che, fra il giorno 18 ed il giorno 23, il rapporto Fos/Tac è stato mantenuto pari a 0,25 (cioè molto vicino al valore ideale secondo la letteratura scientifica). Nonostante ciò, la produzione di energia è assolutamente instabile, passando dal picco massimo al picco minimo dell’intero periodo preso in considerazione. Tale comportamento anomalo si spiega perché in quel momento, il totale degli acidi grassi volatili era costituito prevalentemente da acidi butirrico e propionico, e la fase metanogenica del processo di digestione era ormai compromessa.
Secondo il criterio del rapporto Fos/Tac, con un valore pari a 0,25 l’impianto avrebbe dovuto ricevere la sua razione giornaliera nominale (circa 50 t/giorno di insilati) ma nel caso oggetto di studio, alimentando l’impianto con una razione ridotta (circa 12 t/giorno) si osserva come il valore Fos/Tac dei giorni successivi aumenta mentre la produzione di energia continua ad essere altalenante. In questo caso, il test Fos/Tac è servito solo a confermare quello che si sapeva già: l’impianto era biologicamente collassato.
Conclusioni
Gestire un impianto di biogas significa diventare “allevatore di batteri”. Allo stesso modo che un allevamento di bestiame richiede il controllo veterinario periodico ed il monitoraggio della qualità del mangime, anche un digestore anaerobico richiede un’alimentazione “sana ed equilibrata”. La pratica della digestione monosubstrato, a base di insilati, risultato di un corpo normativo ed incentivi copiati dalla Germania senza valutare le caratteristiche del mercato italiano (né i problemi causati dalla digestione monosubstrato nella stessa Germania!), comporta il frequente collasso dei processi biologici.
È solo con l’installazione di un suo laboratorio personale che il gestore dell’impianto di biogas potrà garantire la piena efficienza del processo di digestione anaerobica, prevenire per tempo i collassi biologici e quindi assicurare la redditività dell’investimento. Il laboratorio da campo, però, non può essere costituito da un solo strumento. Il titolatore automatico va dunque utilizzato insieme ad altre attrezzature, come minimo una termobilancia, un forno muffola e un kit composto da tre o sei reattori da laboratorio, continui o batch, dotati di un adeguato sistema di controllo della temperatura e di misura della portata di metano.
































